
HG Walter Meat Rail & Hygiene Systems Project
How AES Food Equipment supported HG Walter’s new 100,000 sq ft meat processing facility in London with meat rail systems, carcass handling equipment, hygiene entrances and changing room solutions.
Project Background
When AES Food Equipment first worked with HG Walter in 2017, the project involved supplying a meat rail system for their cutting plant. Eight years later, we were invited back to support one of the most significant developments in the company’s history.
“The new facility was installed at the end of 2025, with HG Walter moving in during January 2026. Since then, the business has continued to grow and is better than ever.”
In 2024, AES was approached by Managing Director Adam Heanen as HG Walter began planning its next major step: a large-scale meat production facility spread across three floors.
Having supported HG Walter over a number of years, AES was able to bring practical experience of their operation into the design of the new facility.


The Requirement
HG Walter required a practical, efficient and hygienic solution for several key areas of the new facility.
- Three dedicated carcass chillers for beef, lamb and pork
- Meat rail systems within the chillers, loading bay and production areas
- Carcass unloading equipment and loading bay rail systems
- Changing room equipment, lockers, seating and boot storage
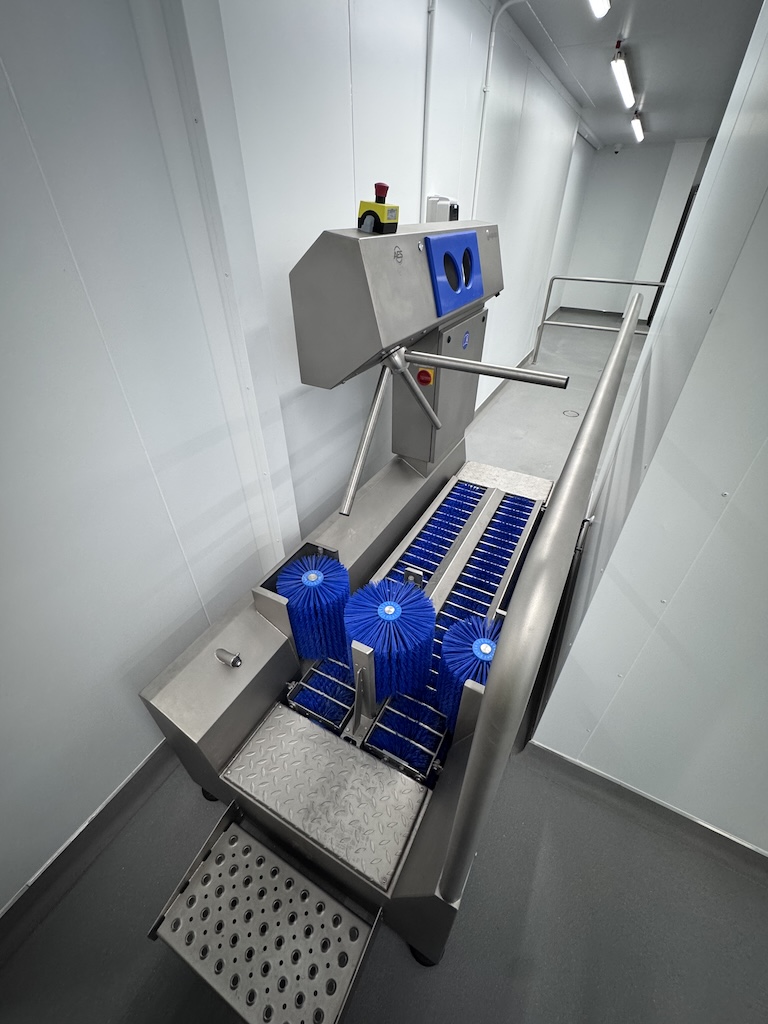
- Hygiene entrances, sinks, boot washes and turnstiles
- Smaller hygiene stations for burger and chicken production areas

The Challenge
Although the facility offered significant overall space, the multi-floor layout created several design challenges.
Reduced ceiling heights meant the rail system had to be carefully designed to maximise hanging capacity while maintaining safe and practical product movement.
HG Walter also wanted open loading and production areas without columns obstructing workflow. Large refrigeration evaporators also needed to be positioned centrally within each chiller, requiring careful coordination with the meat rail layout.


Our Solution
AES produced detailed 3D designs of the meat rail and hygiene layouts before manufacture.
This allowed HG Walter, Oakley Food Projects and other contractors to review the layout, check clearances and coordinate their own equipment before installation began.
The design process helped reduce clashes on site and gave all parties confidence that the final layout would work operationally.
The final package included meat rail systems, hygiene entrances, walk-through boot washes, hand wash sinks, changing room equipment and carcass handling solutions.
Equipment Supplied
Project Gallery


The Result
The completed facility provides HG Walter with a modern, efficient and hygienic meat processing environment designed to support continued growth.
Installed at the end of 2025, the facility became operational when HG Walter moved in during January 2026. The business has continued to grow, with the new facility supporting improved workflow, carcass handling, hygiene control and day-to-day production.
The project brought together three family businesses: HG Walter, Oakley Food Projects and AES Food Equipment. Each business brought practical experience, close communication and a shared focus on delivering a facility that worked for the people using it every day.
AES is proud to have supported HG Walter from their 2017 cutting plant project through to this major new facility.
Planning a Meat Rail or Hygiene Project?
AES Food Equipment can support with the design, supply and installation of meat rail systems, hygiene entrances and food production equipment.
Contact AES Food EquipmentChoosing the right industrial tray washer can make a major difference to hygiene, labour efficiency, water use and production flow. Whether you are washing trays, crates, Euro containers or other reusable load carriers, the right system needs to suit your contamination level, throughput and available space.
This guide explains what an industrial tray washer does, what to consider before buying one, and how to compare compact, medium-capacity and higher-throughput tray washing systems for food production environments.
You can view our tray washing systems here.
What Is an Industrial Tray Washer?
An industrial tray washer is an automatic washing machine designed to clean trays and other reusable containers used in food processing and handling. Depending on the application, these machines may also be used for crates, boxes, totes and Euro containers where repeatable hygiene standards and reliable wash performance are required.
In practice, a tray washing system helps to:
- Improve hygiene consistency
- Reduce manual cleaning time
- Support food safety procedures
- Increase tray turnaround
- Reduce bottlenecks in production
Why Tray Washing Systems Matter
Better Hygiene Control
Reusable trays and containers move between multiple areas of a site. A well-matched washing system helps remove contamination more consistently than manual cleaning alone.
Improved Workflow
Automated washing helps trays return to service faster, especially in high-volume food production where handling time and line flow matter.
More Efficient Use of Labour and Utilities
A properly specified machine can reduce manual handling and help control water, energy and chemical use while still delivering reliable results.
What to Consider Before Buying
The best machine is not simply the biggest one. It needs to match what you are washing, how dirty it is, how many items you need to process per hour, and how the machine fits into the rest of your layout.
Contamination Type
Proteins, blood, fats, glue residue and dried-on dirt all wash differently. That affects wash time, temperature, chemistry and mechanical action.
Hourly Throughput
Think in trays or containers per hour, especially at peak times. That usually matters more than average daily volume.
Tray Size and Format
Tray width, tray height and the type of load carrier all matter. The machine needs to suit what is actually used on site.
Process Fit
Consider loading, unloading, one-person operation, conveyor integration, available labour and how washed trays return into the process.
Elpress’s guidance on what to consider when buying a crate washer is a useful reference point when planning the right system.
What Affects Wash Performance?
Wash performance is usually a balance between mechanical force, time, temperature and chemistry. If one factor is limited, another usually has to increase. For example, where floor space is tight and the machine cannot be very long, soak time and wash time may be restricted, which can mean more emphasis on temperature, chemical support or mechanical action.
This is especially important when contamination varies. Proteins and blood residues usually need lower temperatures and enough soaking time, while fats often respond better at higher temperatures. Dried-on contamination and adhesive residue can also need a different approach.
From Compact Machines to High-Capacity Inline Systems
The right choice depends on the scale of your operation. Some businesses need a compact, single-lane system, while others need a larger inline tray washer with multi-stage washing and options for continuous production.
Compact and Medium-Capacity Machines
Smaller and mid-range machines can be a good fit where throughput is moderate, space is tighter, or where a one-person operation is preferred. They often suit sites looking for reliable washing performance without moving straight to a full inline solution.
See examples in our range such as the Elpress EKW1500 tray washer and the Elpress EKW2500 tray washer.
Higher-Throughput and Inline Systems
Larger sites may need higher-capacity systems that can support continuous production, more trays per hour, extra rinse stages, drying options, filtration upgrades, or smoother integration into existing handling lines.
Our broader range includes larger options and custom tray washing solutions for sites that need more than a compact machine. You can browse the full tray washer range here.
Tailored Systems for Specific Workflows
The best result often comes from matching the machine to your trays, contamination level, staff flow and layout. On some sites, manual loading is perfectly adequate. On others, one-person operation, input and output tables, or wider line integration make much more sense.
See a tray washing system in operation:
What to Check Before Installation
Site and Access
- Enough room to get the machine into place
- Sufficient space around the washer for access and cleaning
- A floor strong enough to support the equipment
- Good tray flow in and out of the machine
Utilities and Environment
- Power supply available
- Water supply available
- Drainage in the right location
- Heating provision for wash water where required
- Cleaning access around the machine
- Vapour extraction if needed
Elpress’s article on installing a crate washer gives a useful checklist for space, floor strength, power, water and drainage.
Why a Tailored Specification Matters
Tray washers should be selected around the requirements of the individual business. Capacity, contamination type, loading method, wash stages, layout and available options all affect whether the machine becomes an efficient part of production.
A system that is too small can create a bottleneck. A system that is larger or more complex than required can add unnecessary cost and take up valuable floor space. The best result normally comes from matching the washer to the actual process rather than buying on headline capacity alone.
Need Help Choosing the Right Tray Washing System?
We supply tray washers for food factories, processors and other hygiene-critical environments. If you need help comparing machine sizes, layout options or throughput requirements, get in touch.
Frequently Asked Questions
What does a tray washing machine clean?
These machines are typically used to clean trays, crates, Euro containers, boxes and other reusable load carriers used in food production.
How do I choose the right machine for my site?
Start with contamination type, trays per hour, tray size, available space, utilities and how the machine will fit into your wider production process.
Are larger inline systems always the best option?
Not always. A larger system can be right for high-volume sites, but smaller or medium-capacity machines may be a better fit where space, labour or throughput requirements are different.
What utilities are needed?
Most sites need suitable power, water supply, drainage, adequate access and enough surrounding space for operation, cleaning and maintenance.
Can a tray washer be tailored to a specific process?
Yes. Capacity, loading method, wash stages, options and layout should be matched to the trays used, the level of contamination and the way the production area operates.
Conclusion
The right tray washing system is the one that matches your trays, contamination level, throughput and available space. Getting that specification right helps improve hygiene, supports efficiency and makes the machine a practical part of your process rather than just another piece of equipment.
If you are comparing options now, start with the wash requirement, the layout and the level of throughput you need, then work back to the machine size and features that fit your site best.
Maintaining hygiene standards in food production environments is essential. From abattoirs and butchery facilities to large-scale food factories, controlling contamination at entry points is critical. One of the most effective solutions is installing food factory boot washes.
What Are Food Factory Boot Washes?
Food factory boot washes are industrial hygiene systems designed to clean and sanitise footwear before personnel enter controlled production areas.
They are typically installed at:
- Factory entrances
- Production area access points
- High-risk or high-care zones
Purpose:
- Remove dirt and debris
- Apply disinfectant
- Support hygiene compliance
Why Boot Wash Systems Are Essential
Hygiene Compliance
- HACCP
- BRCGS standards
- FSA requirements
Operational Efficiency
- Reduces manual cleaning
- Ensures consistency
- Improves workflow
Staff Control
- Improves compliance
- Automated cleaning
- Access control integration
Types of Food Factory Boot Washes
Choosing the right system depends on your hygiene requirements, throughput, and layout.
Compact Boot Washes
Ideal for smaller areas or limited space.
- Small footprint
- Manual or semi-automatic operation
- Cost-effective solution
Sole Boot Washes
Designed to clean the underside of boots.
- Rotating brushes
- Automatic dosing
- Simple operation
Sole & Side Boot Washes
Full cleaning of soles and sides for more thorough hygiene control.
- Full boot coverage
- Multiple brush configuration
- Higher hygiene performance
Walkthrough Boot Washes
Fully automated systems for high-throughput food production environments.
- Hands-free operation
- Integrated hygiene control
- High capacity
How to Choose the Right Boot Wash
The right system depends on hygiene risk, staff throughput, available space, and whether it needs to integrate with a wider hygiene entrance.
Risk Level
Low risk: Compact or sole systems
Medium risk: Sole and side systems
High risk: Walkthrough systems
Throughput
Low throughput: Manual units
High throughput: Automated walkthrough systems
Space
Compact systems suit tighter areas, while walkthrough systems work best where you have a defined entry point and controlled staff flow.
Integration
Consider whether the boot wash should work alongside hand wash stations, sanitiser units, or access control as part of a full hygiene entrance.
Installation and Maintenance
Installation
- Water supply required
- Drainage required
- Electrical connection for automated units
Maintenance
- Clean brushes regularly
- Check dosing systems
- Inspect components and controls
Need Help Choosing the Right Boot Wash?
We supply industrial boot wash systems for food factories, abattoirs, and processing facilities, and can help you choose the most suitable solution for your site.
Frequently Asked Questions
What are food factory boot washes used for?
Food factory boot washes clean and sanitise footwear before entering production areas, helping prevent contamination entering hygiene-controlled environments.
Are boot wash stations required for food hygiene compliance?
They are not always mandatory, but they are widely used to support HACCP and BRCGS hygiene standards, particularly in high-risk or high-care environments.
What is the difference between sole, side, and walkthrough boot washes?
Sole systems clean the underside of footwear, sole and side systems clean both the bottom and sides, and walkthrough systems provide fully automated cleaning for higher-throughput environments.
Which boot wash system is best for a food factory?
The right choice depends on your operation. Smaller sites often suit compact units, medium-throughput sites may need sole and side systems, and high-risk areas usually benefit from walkthrough systems.
How often should boot wash systems be maintained?
Daily checks are recommended, with regular cleaning of brushes, dosing systems, and key components to maintain reliable cleaning performance and extend equipment life.
Can boot washes be integrated into hygiene entrances?
Yes, many boot wash systems can be integrated with hand wash stations, sanitiser units, and access control systems to create a complete hygiene entrance solution.
Conclusion
Food factory boot washes are essential for maintaining hygiene and compliance. Selecting the right system improves efficiency, reduces contamination risk, and supports long-term operation.
By matching the boot wash to your hygiene risk, throughput, and facility layout, you can create a more controlled and effective hygiene process across your production environment.
In the food processing industry, maintaining impeccable hygiene is not just a priority—it’s a necessity. An industrial tray washer is an essential piece of equipment designed to streamline the cleaning process, ensuring compliance with stringent hygiene standards while improving operational efficiency.
What is an Industrial Tray Washer?
An industrial tray washer is a high-performance machine engineered to clean and sanitise large volumes of trays, crates, and other food-handling equipment. By automating the washing process, businesses can significantly reduce manual labour, improve cleaning consistency, and optimise water and energy consumption.
Key Benefits of an Tray Washer
1. Superior Hygiene and Food Safety
Food safety regulations demand rigorous cleaning practices. An industrial tray washer eliminates contaminants, bacteria, and residues, ensuring that trays and crates are thoroughly sanitised and safe for use in food processing environments.
2. Increased Operational Efficiency
Manual washing is time-consuming and inconsistent. With an industrial tray washer, businesses can process high volumes of trays quickly, improving productivity and freeing up staff to focus on other critical tasks.
3. Cost-Effective Cleaning
Reducing labour costs and minimising water and energy usage makes a tray washer a cost effective investment. Modern systems are designed with efficiency in mind, ensuring optimal performance with minimal resource consumption.
4. Consistent and Reliable Cleaning
Unlike manual washing, automated systems deliver consistent results. Each cycle is designed to remove debris and bacteria effectively, ensuring every tray meets the highest hygiene standards
Choosing the Right Industrial Tray Washer
When selecting an industrial tray washer, several factors must be considered to ensure the right fit for your business:
- Level of Soiling: The type of residue left on trays (such as grease, protein, or starch) will determine the required cleaning intensity.
- Processing Capacity: Choosing a washer with the correct throughput capacity prevents bottlenecks in production.
- Customisation Options: Features such as adjustable nozzles, filtration systems, and drying units can enhance performance and adaptability.
- Energy and Water Efficiency: Modern tray washers optimise resource use, reducing operational costs while maintaining superior cleaning performance.
Why Choose an Elpress Tray Washer?
Elpress is a market leader in industrial washing solutions, offering tray washers that combine durability, efficiency, and innovation. Their machines are constructed from high-grade stainless steel, ensuring longevity and easy maintenance. Advanced features such as click-nozzles for adjustable water pressure and optional single-person operation make them a versatile choice for food processing businesses.
Conclusion
Investing in an industrial tray washer is a strategic move for businesses aiming to enhance hygiene, streamline operations, and reduce costs. With the right machine, companies can meet regulatory standards, improve efficiency, and maintain the highest levels of food safety. For expert advice and tailored solutions, explore our range of tray washers and discover how they can transform your cleaning processes.
Maintaining high hygiene standards is crucial in food processing environments, and having the right hygiene equipment is non-negotiable. From ensuring product safety to complying with strict regulations, investing in the right tools helps protect your business and customers.
1. Boot Wash Stations
One of the most overlooked areas for contamination is footwear. Boot wash stations provide a simple yet effective way to minimise cross-contamination between high-risk zones.
2. Knife Basket Washers
Knives are a breeding ground for bacteria if not properly cleaned. Our knife basket washers ensure thorough sanitisation, removing debris and bacteria in one cycle.
3. Hand Wash Basins
Hand hygiene is a cornerstone of food safety. Stainless steel hand wash basins with touchless operation ensure staff can sanitise effectively without spreading germs.
4. Euro Bin Washers
Essential for cleaning large containers used in food processing, Euro bin washers make sanitisation fast and efficient.
5. Sanitising Stations
A centralised sanitising station ensures all utensils, tools, and even small machinery are cleaned to the highest standard.
Why Choose Quality Hygiene Equipment?
Investing in premium hygiene equipment ensures durability and compliance with food safety regulations. Properly maintained equipment not only extends its lifespan but also improves overall operational efficiency.
Maintaining Standards in Your Facility
Building a routine around your hygiene equipment ensures consistent results. Regularly inspect, clean, and service your tools to maintain performance. For example, our utensil washers provide a reliable way to clean cutting tools and small items efficiently.
Elevate your food safety game with our full range of hygiene equipment, designed to meet the highest standards in the industry. Explore our collection here.
Hygiene isn’t just a box to tick for compliance—it’s the foundation of trust between food businesses and their customers. Whether you’re running a small deli or a large-scale processing plant, investing in high-quality hygiene equipment and following best practices can safeguard your reputation and products.
Step 1: Identify Critical Control Points
Every workspace has high-risk areas, and identifying these is the first step to building an effective hygiene routine. From preparation surfaces to foot traffic zones, focus on areas where cross-contamination is most likely to occur.
Step 2: Invest in Industry-Specific Hygiene Equipment
Not all tools are created equal, and using the right hygiene equipment can save you time and effort. Consider these essentials:
- Utensil Washers: Perfect for thoroughly cleaning knives, cutting boards, and other small tools.
- Euro Bin Washers: Ideal for maintaining cleanliness of large storage containers.
- Boot Wash Stations: A must-have for facilities where staff move between different zones, reducing contamination risks.
- Pallet Washers: Ensures pallets used in transport and storage remain free from contaminants.
Step 3: Establish a Cleaning Schedule
Consistency is key. Create a daily, weekly, and monthly cleaning schedule tailored to your facility’s needs. Ensure that tasks like sanitising utensils, cleaning work surfaces, and maintaining equipment are clearly outlined.
Step 4: Train Your Team on Proper Hygiene Practices
Even the best hygiene equipment can’t do the job without trained staff. Provide clear instructions on how to use the tools correctly and emphasise the importance of maintaining a clean workspace. Regular refresher courses can help reinforce these habits.
Step 5: Monitor and Maintain Your Equipment
Properly maintaining your hygiene equipment ensures it stays effective for longer. Regularly inspect machinery for wear and tear, and replace any damaged parts promptly. Clean equipment after every use to prevent buildup of grease or food residue, which can compromise performance.
Why Hygiene Equipment Matters for Your Business
Investing in reliable hygiene equipment doesn’t just simplify your cleaning processes—it protects your customers, staff, and reputation. By integrating the right tools into your daily operations, you’ll be able to confidently meet industry standards and ensure customer satisfaction every step of the way.
Explore our hygiene equipment at AES Food Equipment today.
In the food industry, cleanliness is essential for safety. Whether you’re handling meat, diary, or packaged goods, maintaining hygiene standards is critical for protecting both your business and your customers. Investing in high-quality hygiene equipment is one of the most effective ways to ensure that your operation meets the requirements and guarantees contaminant-free food.
The Role of Hygiene Equipment in the Food Industry
Hygiene, from the farm to the kitchen, is a key factor in every stage of food production. This is especially true in environments where contamination risks are high, such as butchery, abattoirs, and food processing plants. Hygiene equipment, when used properly, ensures that surfaces, utensils, and machines are thoroughly cleaned and sanitised.
Industrial washing systems, utensil washers, and other hygiene equipment are designed to efficiently remove bacteria, dirt, and other harmful substances from tools and surfaces. With the right systems in place, businesses can reduce the risk of contamination, avoid costly downtime due to cleaning issues, and increase productivity by streamlining hygiene processes.
Compliance with Food Safety Standards
The food industry is governed by strict hygiene and safety standards, including regulations set by the Food Safety Act, HACCP (Hazard Analysis Critical Control Point), and local health authorities. These standards help ensure that the food produced is safe for consumption and free from harmful contaminants.
To comply with these standards, businesses need to invest in high-quality hygiene equipment that can handle the rigorous demands of cleaning and sanitising large quantities of tools, equipment, and work areas. Industrial washing systems are particularly beneficial in this regard, as they provide a thorough clean while reducing human error and contamination risk.
The Cost of Poor Hygiene
While investing in hygiene equipment may seem like a large upfront cost, the long-term savings and benefits are undeniable. Poor hygiene practices can lead to a variety of costly issues:
- Contamination: Bacteria, pathogens, and other contaminants can quickly spread throughout a facility, leading to product recalls, lost revenue, and damage to your business’s reputation.
- Downtime: If equipment or tools are not properly sanitised, it can lead to production delays or halts, costing your business valuable time and resources.
- Health and Safety Risks: Failing to maintain hygiene standards puts both your workers and customers at risk. This could result in legal action or fines if your business is found to be non-compliant with safety regulations.
Investing in quality hygiene equipment mitigates these risks and protects your business from the costs of non-compliance or contamination.
The Long-Term Benefits of High-Quality Hygiene Equipment
When it comes to hygiene systems, you get what you pay for. By investing in robust, reliable equipment, businesses can see significant improvements in several areas:
- Efficiency: High-quality equipment provides faster and more thorough cleaning, helping to reduce downtime and increase productivity.
- Reduced Manual Labour: Automated systems, such as utensil washers or pallet washers, minimise the need for manual cleaning, saving time and reducing the risk of human error.
- Consistency: Quality hygiene equipment ensures a consistent level of cleanliness, making it easier to meet industry standards and customer expectations.
- Sustainability: Many modern hygiene systems are designed to be more water- and energy-efficient, helping businesses reduce their environmental impact while also lowering utility costs.
Conclusion
In the competitive food industry, maintaining hygiene standards is non-negotiable. Not only does it help ensure compliance with food safety regulations, but it also protects your business from the risks and costs associated with poor hygiene practices. By investing in quality hygiene equipment, you can streamline your operations, reduce risks, and improve overall productivity.At AES Food Equipment, we understand the importance of cleanliness and offer a range of industrial washing systems and hygiene equipment to help your business meet the highest hygiene standards. Whether you’re looking for utensil washers, pallet washers, or customised hygiene solutions, we have the tools you need to keep your operations running smoothly and safely.
Maintaining proper hygiene in food processing environments is not just important—it’s critical. The right hygiene equipment ensures that food safety standards are met, reducing the risk of contamination and ensuring the quality of your product. Here’s why investing in top-tier hygiene equipment is essential for food processors.
1. The Importance of Hand Hygiene
Hand hygiene is one of the most critical aspects of food safety. Automated hand wash stations, equipped with soap dispensers and dryers, ensure that employees maintain proper hygiene standards before entering food processing areas. This helps reduce the spread of harmful bacteria and contaminants.
- Compliance with Regulations: Ensuring that hand hygiene practices are followed can help facilities stay compliant with health and safety regulations.
- Employee Training: Regular training sessions can reinforce the importance of hand hygiene and proper usage of hand washing equipment.
2. Boot Washing Systems
In high-traffic food production facilities, boot washing stations are essential for maintaining sanitary conditions. These systems clean and disinfect footwear before employees enter food processing areas, preventing the spread of dirt, bacteria, and other contaminants.
- Types of Boot Washers:
- Manual Boot Washers: Cost-effective and easy to maintain.
- Automated Systems: Provide thorough cleaning and are ideal for larger operations where speed and efficiency are critical.
- Installation Considerations: Placement should be convenient for all employees to encourage regular use.
3. Industrial Washing Systems
For larger-scale operations, industrial washing systems are indispensable. They efficiently clean and sanitise crates, trays, and other equipment that come into contact with food, ensuring that every part of your production line remains hygienic and compliant with industry standards.
- Energy and Water Efficiency: Look for systems that minimise water usage while maintaining high standards of cleanliness.
- Maintenance Tips: Regular servicing of washing systems will prevent breakdowns and ensure optimal performance.
4. Investing in Hygiene Equipment
Investing in high-quality hygiene equipment might seem like a significant upfront cost, but it pays off in the long run by reducing the risk of foodborne illness, ensuring compliance with regulations, and protecting your brand’s reputation. With equipment like hand sanitising stations, boot washers, and industrial washers, you can create a safer, more efficient food processing environment.
- Choosing the Right Equipment: Assess the specific needs of your facility, including the types of products processed and the volume of output.
- Budgeting: Consider long-term savings through reduced waste and compliance costs when making investments.
5. Best Practices for Hygiene Management
To ensure a hygienic environment, establish and enforce best practices in your facility. Regularly audit hygiene equipment, maintain cleanliness protocols, and stay updated with industry guidelines.
- Continuous Training: Provide ongoing training to employees about hygiene best practices and the proper use of hygiene equipment.
- Regular Audits: Conduct routine inspections to ensure all hygiene equipment is functioning properly and being used correctly.
Check out our selection of hygiene equipment at AES Food Equipment today, your number one partner for quality food equipment and supplies.